目次
1. はじめに
皆さまが普段何気なく見ているネジですが、使用される場所、使用用途、使用材質などにより様々な種類があります。
今回は、切削で良く加工される金属ネジについて解説します。
2. ネジの種類
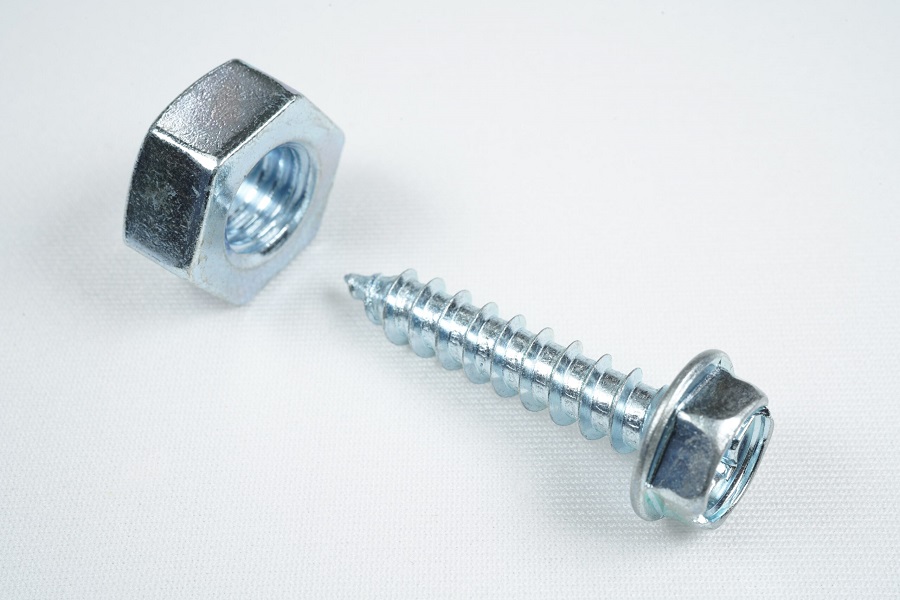
ネジは大きく2つに分類できます。
・雄ネジ(おねじ):外側にネジが切られている(ボルトなど)
・雌ネジ(めねじ):内側にネジが切られている(ナットなど)
ねじ加工がされている点は同じですが、見た目は外径にネジがあるか、内径にネジがあるかで見分けることができます。
ネジには山型でらせん状の溝があり、この溝の間隔を「ピッチ」と呼びます。どれも同じにみえますが、実はメートルネジ、管用平行ネジ、管用テーパーネジ、ユニファイネジ、ウイットネジ、台形ネジなど多くの種類に分けられます。
ネジの大きさを「呼び径」といい、ネジの種類を表す記号の後に大きさを表す数値で表され、例えば、メートルネジの場合は、M30×P1.5などと表します。
メートルネジといえば、ネジ山角度が60°ネジ外径がφ30、ピッチは1.5mmであるネジを意味しています。管用テーパーネジは、Rc1/2などと表し、テーパー角度は1.7899°、ネジ山角度は55°、ピッチは1インチにつき14山で1.8143、1/2インチの大きさのネジを意味しています。
このようにネジには多くの種類があり、使用用途によりどのネジ形状が良いかを検討し、選定されています。
3. ねじ切り加工の基本的な考え方
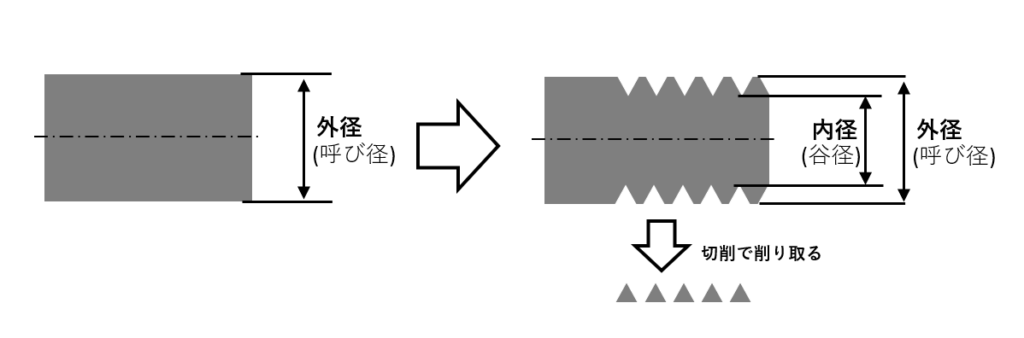
外径ねじの場合
外径をネジの呼び径まで加工します。その後、ネジ切り専用工具で谷径まで加工します。
旋削の場合は、適度な切込み量で数回加工し、完成します。
転造ローラーなどでネジを製作する場合や、ダイス、プラネットタップなどで加工する場合もあります。
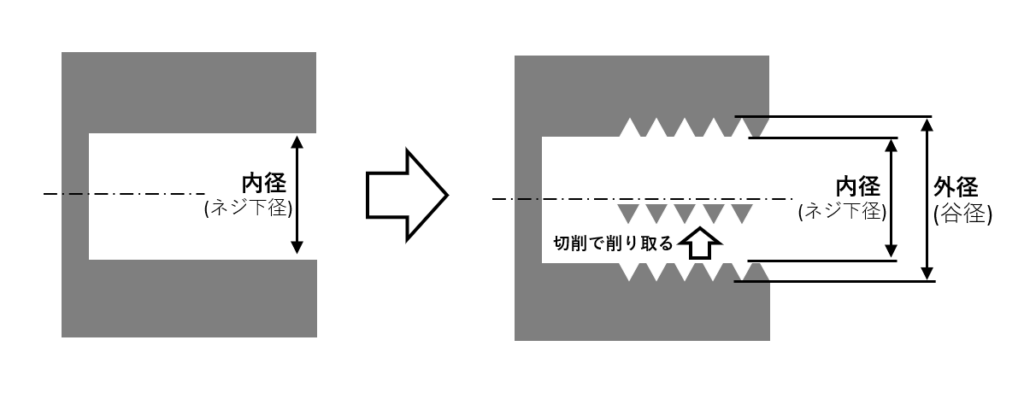
内径ねじの場合
内径をネジ下といわれる径まで加工します。その後、内径ネジ切り専用工具で谷径まで加工します。
内径の場合も、適度な切込み量で数回加工し、完成します。
内径ネジの場合は、切削によるネジ切りで加工する場合の他に小径ではタップ加工が一般的です。
外径ねじ切りは表面を加工するので、加工している部分が見えますが、内径ねじ切りは材料の内側に入り込んで加工を行うため、加工している部分が見えず、切粉処理の面でも外径ネジの加工に比べ、難易度が上がります。
加工上での注意点
外径ネジ、内径ネジを加工する際の注意点として、外径はネジの呼び径で仕上げた素材からネジ加工を行いますが、内径ネジの場合は、ネジ下径と呼ばれる径に仕上げておく必要があります。例えばメートルネジM30×P1.5を加工する場合、外径ネジは、外径をφ30に仕上げてからネジ加工を行うに対し、内径ネジではネジ下径はφ28.37となります。誤って内径をネジの呼び径Φ30に仕上げてしまうと、ネジ山ができない事になってしまいます。
4. さらい刃とは?
さらい刃とは、ネジ切りチップにネジ山頂点の角を取るための刃(側刃)のことで、主刃でネジ加工を行いながら側刃でネジ山頂点の角を落とし、チップの種類によっては頂点部に丸みを付けることができます。さらい刃によってネジ山が削り取られ、バリが出にくくネジ山が滑らかになるだけでなく、ネジ自体の強度を上げることにもつながります。 さらい刃付のチップは、ネジピッチごとに側刃が構成されており、ピッチが異なるネジを加工する際には兼用して使用することができません。バリの無いなめらかなネジを加工できる反面、専用チップが必要と、メリット、デメリットがあります。

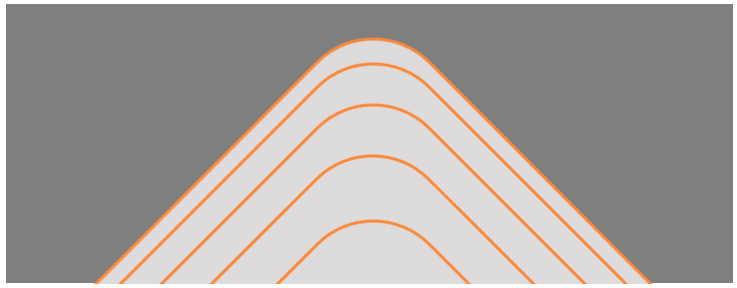
さらい刃付き
ネジ山の角が取れ、バリのないなめらかなネジを加工でき、強度面でも強いネジが作成できます。 ピッチごとに専用チップが必要となります。
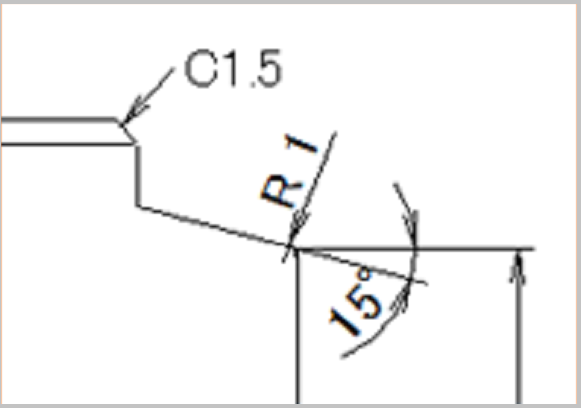
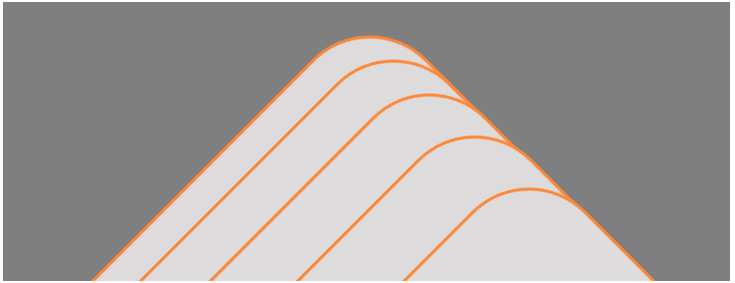
さらい刃なし
同一なネジ山角度であれば、一つのチップで様々なピッチに対応できますが、ネジ山の頂点部にバリが発生しやすく、別工程で仕上げ加工やバリ取りが必要となる場合があります。 さらい刃が無いチップで加工を行う場合、ネジ下径を少しだけ大きく、または小さく加工してからねじを切ることで、故意にネジ山の先端部に平面を作る場合もあります。(台形に仕上げることで、バリを少なく、ネジの強度を高めることができます)
5. 目的に合った「切込み方法(インフィード)」を選ぶ
NC旋盤でネジを加工する場合、主に3種類の切込み方法があります。インフィード方式によりネジ切りサイクルが準備されており、それぞれ切込み方法に特徴があります。加工状況に合わせて使い分けを行っています。
ネジを加工するための一連の動作をサイクル化し、プログラムを簡単に作成できるようにしたものです。
切込み位置決め、ネジ加工、逃げ、戻りの4つの動作を1行のプログラムで指令します。
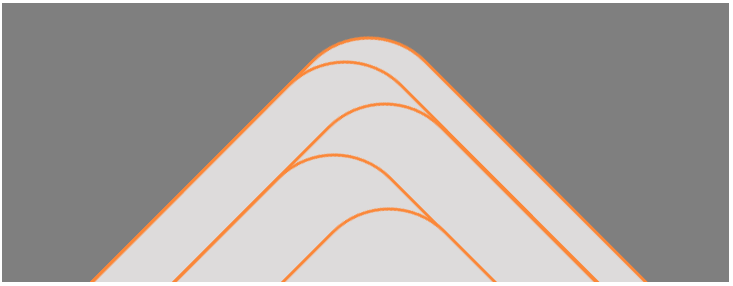
ラジアルインフィード(直角切込み) G92
最も一般的で、最も簡単な切込み方法です。NC旋盤でネジ加工といえばこの切込み方法と行っても良いほど良く使用されています。
加工する谷形状の中央から切り込んでいくという特徴があり、谷が深くなるにつれチップの接触面積が大きくなるため切削抵抗が大きく、大きなピッチのネジ(山高さが大きいネジ)は、ビビリやすくなります。
フランクインフィード (片刃切込み) G76
谷形状の片辺に沿って切り込んでいく加工方法です。切削断面積を均一にすることができ、大きなピッチ(山高さが大きい)ネジや、ラジアル インフィードで加工した際にビビリなどが発生した場合にこの切込みを選択します。片刃切削のため、切削抵抗が低く、切粉処理が比較的良好にできるなどの特徴があります。
オルタネートインフィード(千鳥切削)
ラジアルインフィードとフランクインフィードを掛け合わせたような切込み方法で、谷形状の中央部分から左右交互に切り込んでいく加工方法です。片刃切削になるため、主に大きなピッチのネジ加工に使用します。プログラムの作成が難しく、切込みの修正などもプログラム修正が必要になります。
6. ねじ切り加工のプログラム例
NC旋盤に指令する実際のネジ加工プログラムでは、主にネジ加工サイクル(G92、G76)を使用しています。
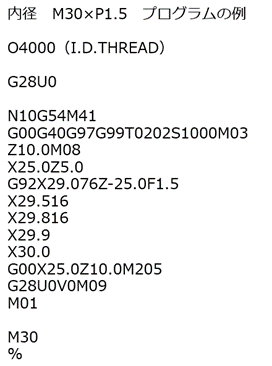
・ラジアルインフィード (直角切込み)(G92サイクル)
基本的なコード
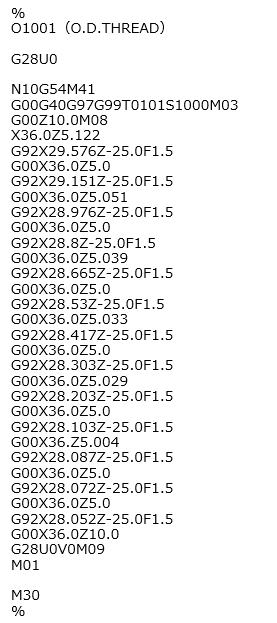
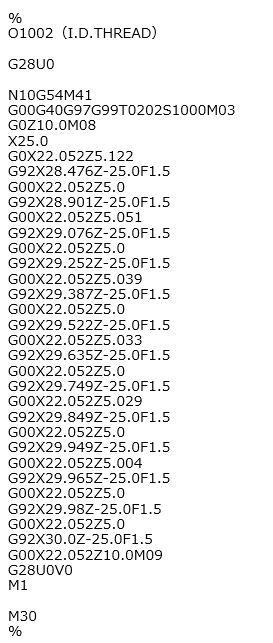
G92X(ねじ谷径)Z(ネジ終点)F(ピッチ)Rネジ部半径差)
少しずつ切込み数回ネジを加工し、最後にネジ谷径で仕上げます。 ネジサイクル中は、加工するネジ谷径を変更するだけでその他の動作は継続して作用します。 Rを省略するとストレートネジになります。
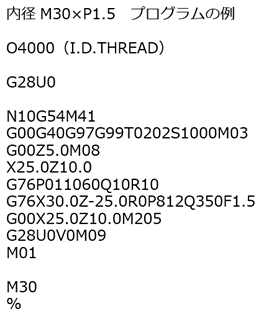
外径 M30×P1.5
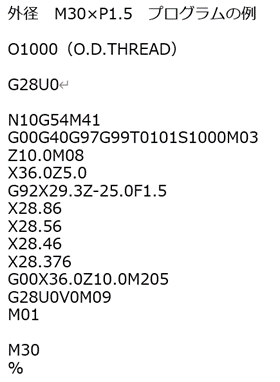
内径 M30×P1.5
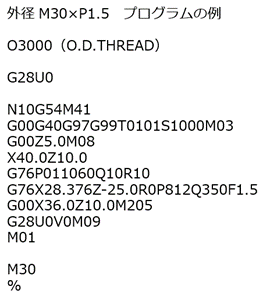
・フランク インフィード (片刃切込み)(G76サイクル)
基本的なコード
G76 P(最終仕上げ回数)(ネジ切り上げ量)(ネジ山の角度)Q(最小切込み量)R(仕上げ代)
G76 X(ネジ谷径)Z(ネジ終点)R(ネジ部半径差)P(ネジ山高さ)Q(1回目の切込み量)F(ピッチ)
フランクインフィードサイクルは、2行で1セットのネジ加工サイクルです。
必ず2行で指令する必要があり、2行目のGコードを省略することはできません。
2行目のRを省略するとストレートネジになります。
外径 M30×P1.5
内径 M30×P1.5
・オルタネート インフィード (千鳥切削)
オルタネートインフィードは、千鳥切削とも呼ばれ、ネジ山を左右交互の順に加工する加工方法になります。
通常のネジ加工サイクルでは対応できないので、スタート点を変更しながらラジアルインフィード加工を行います。
ネジ加工スタート点の計算が面倒なので、CAMや対話でプログラムを作成しています。
外径 M30×P1.5
内径 M30×1.5
7. まとめ
今回は、NC旋盤でネジを加工する際の種類、プログラムについて解説しました。
これまで一種類の切込み方法しか試したことが無かった方や、ビビりが発生して困っていたという方は、今回ご紹介した切込み方法を試してみてはいかがでしょうか。
今回はサンプルPGMも掲載させていただきましましたので、参考になれば幸いです。