金属を旋盤やフライス盤などで切削加工すると螺旋状・リボン状・チップ状などさまざまな形をした切りくずがもれなく発生し、これらは切粉(きりこ)、機械や地方によってはダライ粉とも呼ばれます。切りくずの色、形状、長さなどを見るとさまざまな事がわかると言われています。
ここでは主に旋盤加工での切りくずについてご紹介します。
目次
1. 切りくずはなぜカラフル?
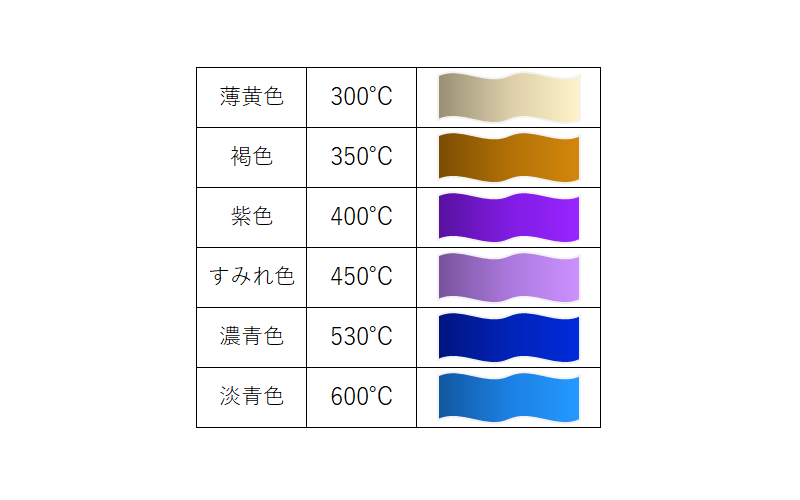
切りくずは切削前のものと色が変化することがあり、中には青っぽい色や見る角度によっては虹のように見えるものもあります。これは干渉色(テンパーカラー)と呼ばれ、実際にその色に変色したのではなく光の反射によってそう見えるだけで、CD・DVDといったディスクやシャボン玉などと同じ原理です。
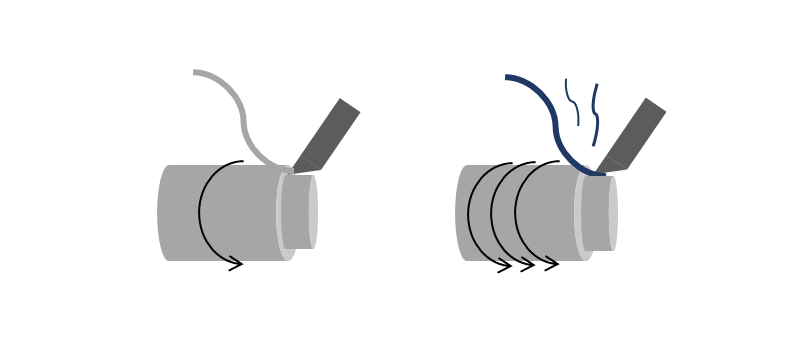
旋盤加工は被切削物が回転した状態で刃物を押し当てて削るので、圧力や摩擦によって高熱が生じます。
そうすると酸化被膜と呼ばれるうすい膜が金属上に発生し、その膜が光の乱反射を起こし、温度の高さによって膜の厚みが変わるため様々な色に見えるようになっています。
つまり切りくずの色によって切削上におよそ何℃の熱が発生したかがわかり、それによって切削条件や刃物が適切だったかどうかの目安になります。高温は刃物の寿命を早めるので、適切な温度での切削を心がけることが大事です。
干渉色はドライ加工(切削油や冷却水を使わずに加工すること)を行った場合に起こりやすく、ウェット加工(切削油や冷却水を使って加工すること)では起きにくくなります。
2.切りくずの形からわかること
切削加工では被切削物に刃物を押し当てて削りますが、刃物の材質や当てる角度、切削条件(切り込み量、送り量、回転数など)によって切りくずの形は変化します。
切りくずの形は被削性を表します。被削性とは削りやすさのことで、面粗さや平面度などの加工精度、切削の抵抗性、刃物の状態などがわかります。
実際には多様な形状になるので分類が難しいですが、JIS(日本産業規格)では4パターンとされています。
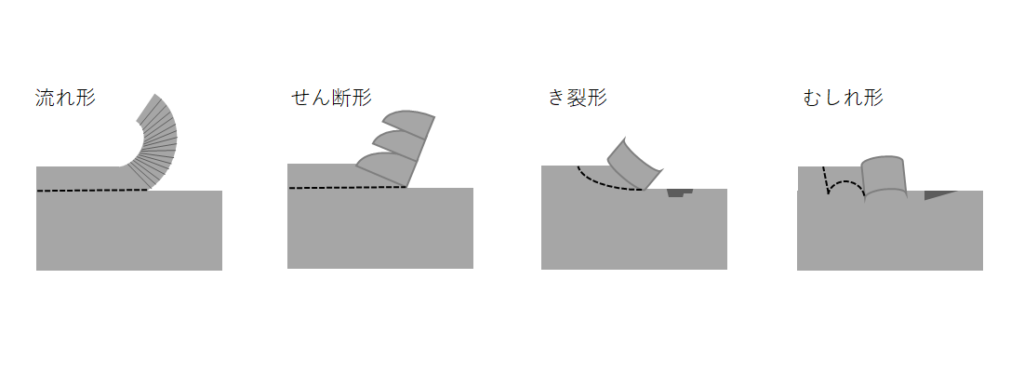
流れ形
切削条件のバランスや刃物の状態が良く、切削の抵抗や変動が少なく安定した状態で削られている形状です。加工精度も良いとされています。
せん断形
切削に少し変動が起きている状態で削られている形状で、加工精度は流れ形よりも落ちます。切削条件や刃物にやや難があったり、ややもろい材質の時にも生成されます。
き裂形
材質が非常にもろい場合に、切りくずが流れ形のように繋がらず出来る形状です。削り切る前に亀裂が起きてしまっているので加工精度は良くありません。
むしれ形
切りくずがうまく排出されておらず、切削に干渉が起きている状態で削られている形状です。切削面に裂けが生じており、加工精度が良くありません。延性材料(粘り気のある材質)でも生成されやすいです。
むしれ形を引き起こす”構成刃先”
構成刃先を防ぐには刃物の材質を変える、当てる角度を変える、わざと高熱を発生させる切削条件にして付着しないようにする、切削油をかけながら加工する、などの措置が取られます。
3.切りくずの長さや巻き数からわかること
切りくずは何メートルにも及ぶ長い螺旋状のものもあれば、数ミリから数センチ程度のチップ状のものもあります。これらはそれぞれ何を意味するのでしょうか。
切りくずは長さと巻き数だけで見るとおおよそ以下のように分類されます。
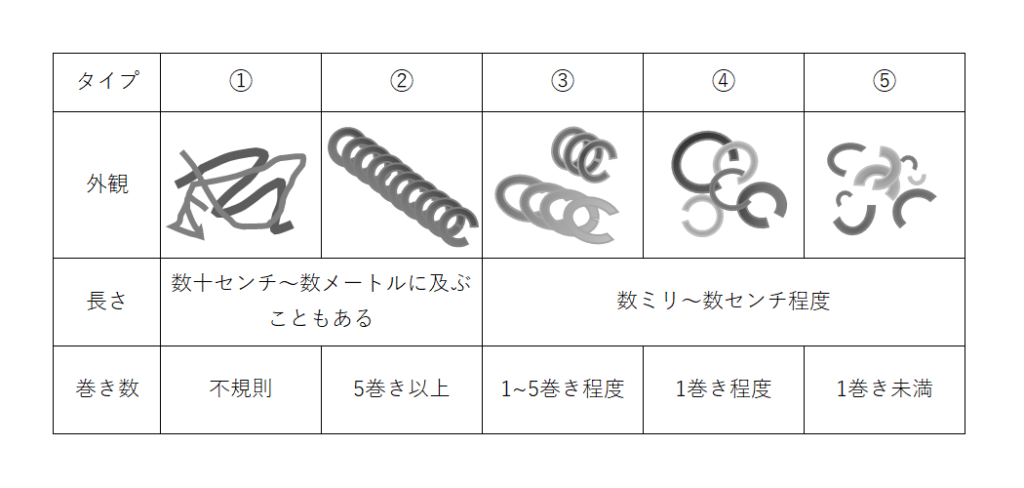
①・②タイプのように切りくずが長いと被切削物や機械に巻き付いてしまい、傷がついたり動作を停止させることがあります。切削条件によって伸びることもありますが、アルミニウムやステンレス、銅合金などの延性材料の場合はどうしてもつながりやすいので一概に良くない状態というわけではありません。
チップブレーカーといって切りくずを断続的にカットしてくれる機能を持った刃物や、揺動切削といって刃物を微細に振動させて切りくずがつながらないようにするシステムを持った機械で対処することが出来ます。
③・④タイプは一般的に好ましく、切削が安定した状態で行われている目安とされています。長さも適度で巻き付きを除去する手間がないので能率が良いです。
⑤タイプは切削が不安定な状態の可能性があり、切削条件や刃物が適切でない等の理由から起きてしまっています。切りくずは四方に飛散しやすく、表面の仕上がりも粗くなりやすいです。
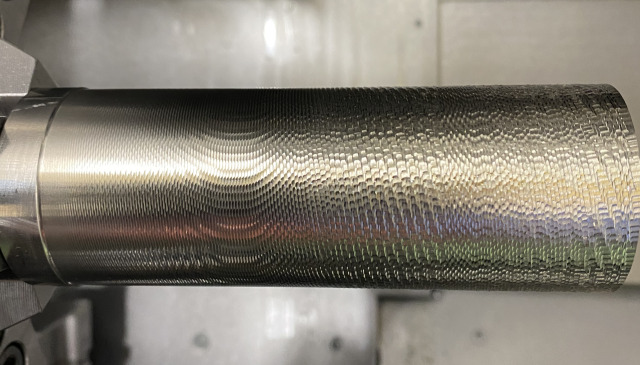
4.切削条件による切りくずと加工面の変化
前項目では長さと巻き数に注目しましたが、切削条件によっても切りくずの形状は変化します。
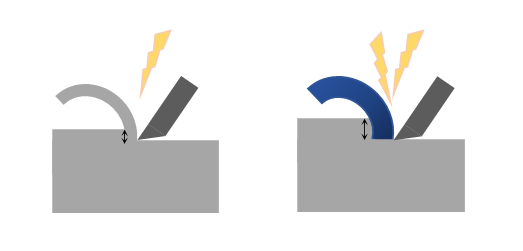
切り込み量を増やすと切りくずは当然厚くなります。逆に切り込み量が少なすぎると刃が入り込まず、表面を滑る形になります。(スリップ現象・こすり現象)また、切り込み量が多いほど刃物への負担は強く高熱が発生し、加工面は荒くなります。
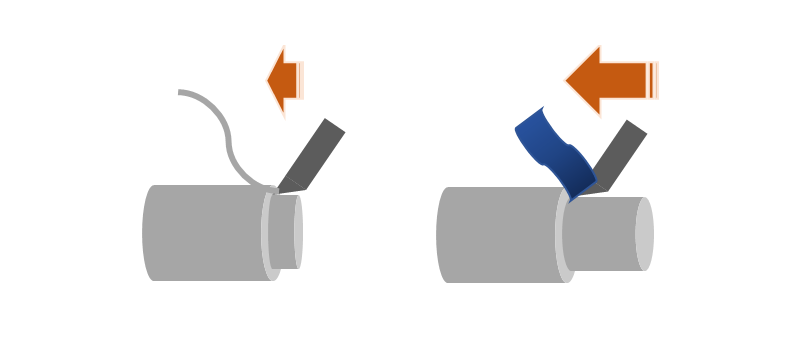
送り量を増やせば1分間あるいは1回転に進む量が増えるので、幅広の切りくずになります。送り量が多いほど加工速度は上がりますが加工面は荒くなります。また、刃物への負担が増えて高熱が発生します。
回転速度を上げれば切削速度(周速)が上がりますので加工する径によっては切削条件の不一致により高熱が発生し、刃先への負担を大きくします。
最適な条件では良い切りくずが出ますが、条件が悪い場合は、不安定な切りくずが出ます。径の変化が激しい加工を行う場合は、周速一定制御を使用して加工します。
※加工方法から見た切りくずの違い
切削加工には大きく分けて荒加工と仕上げ加工があります。その名の通り荒加工はおおよその形に削るもので、仕上げ加工は最後に表面を整えたり細かい調整を削るものです。
荒加工であれば切り込み量や送り量は大きいことが多いので切りくずも厚い・幅広のものが多くなりますし、仕上げ加工であれば逆に切りくずは薄い・細いものが多いと言えます。
5.刃物の状態と切りくずの関係性
切削加工に使われる刃物には高温・高圧がかかり、切削条件が厳しいと刃物への負担が大きく、摩耗が早まる・欠ける・折れるということが起きます。工具の負担が大きい状態で切削を行うと、工具の摩耗、欠損を促進させ、工具の劣化とともに切りくずの状態も悪い方向に変化します。
刃物には様々な形状と材質があり、それぞれ得意・不得意とする加工や推奨される切削条件が違います。
もし、いつもと同じものを同じように削っているつもりなのに切りくずがいつもと違う、と感じたらそれは取り付けた刃物が違っていた、摩耗している、材料が違っている、切削条件を設定ミスしている、などの原因を推察することも出来ます。
6.まとめ
これらのことから、それだけでは判断できないこともありますが、切りくずを見れば大体以下のようなことがわかると言えます。
・加工している金属材料は何か、正しいか
・適切な刃物を選んでいるか
・切り込み量、送り速度、回転数などが適切か
・要求加工精度を満たす状態で切削できているか
・刃物の摩耗具合
どれもひとつひとつが大事な情報であり、定期的に切りくずの状態を確認することの重要性が大きいと言えるでしょう。