目次
1. 歯車加工とは
歯車加工は、動力の伝導、加減、変化に用いられる歯車の加工法のことを指します。歯車は、用途によってさまざまな種類のものがあり、それに応じて歯車の加工法もそれぞれ異なります。
歯車についてより詳しく知りたい方は、こちらの記事を先にチェック
2. 歯車加工の今と昔
従来の歯車加工は、旋盤加工、ミーリング加工、ホブ加工をそれぞれ専用の機械を用いて工程を分けて加工を行っていました。歯車の形状が変われば、複数台のホブ盤、ホブカッターが必要となり、作業者には、段取り替え作業の負担がかかります。また、歯車と他の形状に位相指定があれば位相合わせの作業も必要であり、結果として生産効率を下げることになっていました。
しかし現在では、複合加工機を用いることで、様々な形状の歯車を一台の機械で完成させることも可能となっています。

3. 歯車の加工方法とその使い分け
歯車加工には、主に創成法、成形法の2種類がよく用いられ、今回は複合加工機での歯車加工について紹介します。複合加工機を用いれば、加工したい製品に合わせて、工法を選択するだけで、歯車を加工することができます。
創成法として代表的な加工は、ホブ加工、ギアスカイビング加工があり、成形法では、ギアシェーパー、ギアミーリング、ミーリング加工があります。それぞれの加工法の特徴を確認しましょう。

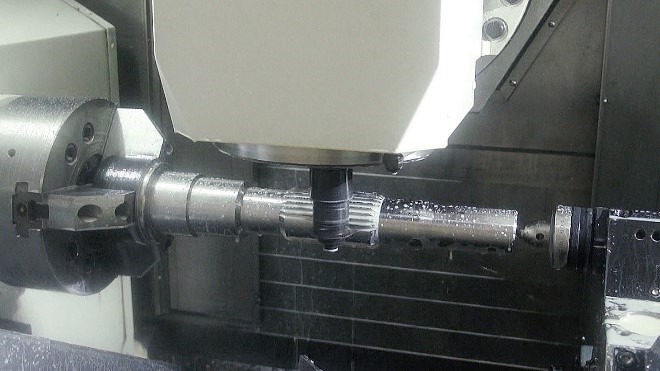
3-1.ホブ加工
ホブ加工は、ホブカッターという特殊なカッターを用いて加工する方法です。複合加工機で加工をする場合、必要工具をあらかじめマガジンにセットしておけば、自動工具交換も可能です。さらに、数種類のホブカッターをセットしておくことで、複数種類の歯車を一台で加工できます。
タレット式旋盤の場合、ホブホルダーを用いることで、歯切加工ができます。専用ホルダーを複数用意しておけば、複合加工機同様に自動工具交換ができます。
どちらの機械を使っても、一台で加工ができるため、生産効率を上げることができます。

3-2.ギアスカイビング加工
スカイビングカッターと素材の間に交差角を持たせて加工を行い、主にホブ加工では不可能な、内径の歯切加工で活用されている加工法です。段差や干渉物がある場合でも、近くまで寄って加工ができるため、ホブ加工ではできない範囲も加工することができます。ATC型複合加工機だけではなく、専用のギアスカイビングホルダーを用いれば、タレット式複合旋盤でもギアスカイビング加工が可能になります。
3-3.ギアシェーパー
歯車の歯形形状をしているピニオンカッターという特殊な刃物を用い、少しずつ切り込み往復させながら歯切を行う方法です。外径、内径の歯車加工ができ、段差や干渉物がある場合でも、ギリギリまで寄って加工ができます。
ギアスカイビング加工でも干渉物近くまで加工ができますが、交差角分傾ける必要があるため、干渉物までより接近して加工したい場合には、ギアシェーパーを使います。
複合加工機で行う場合、ピニオンカッターを用いて同様の加工ができますが、カッターの往復動作が専用機よりも劣るため、高速加工はできません。しかし、専用機を導入する必要がないため、複合加工機での加工を行う場合もあります。
3-4.ギアミーリング
Tスロットカッターの刃を歯車形状にした総形カッターを使用し、加工をします。歯車の溝を一か所ずつ加工するため、高精度な割り出しテーブルが必要になります。
複合加工機には、C軸(角度割り出し軸)が搭載されているため、歯溝の割り出しはNCプログラムによって簡単にできます。歯溝をひとつずつ加工するためサイクルタイムは長くなりますが、ホブカッターでは干渉により加工できなかった部分も加工することができます。
3-5.ミーリング加工
エンドミルを使用し、歯ごとに掘り込み加工(筋彫り加工)を行う加工法です。専用の歯切り工具だけではなく汎用的に使用されるエンドミルなどの工具で加工できるため、試作品加工で使用されることもあります。モジュールの大きい歯車や、はすば歯車、すぐばかさ歯車などの加工をするときに用いられることが多い加工法です。
複合加工機では、マシニングセンタの加工も可能であるため、ミーリング加工を用いて歯車加工もできます。しかし、加工プログラムを生成する際にはCAMを使用するため、作業者には専門知識が求められます。

4. 歯切りのNCオプション
複合加工機で歯切り加工を行う場合は、歯切り専用のNCオプションを搭載する必要があります。専用のNCオプションを用いることで、主軸とカッター回転軸を同期回転させます。以下では、代表的なNCオプションである、電子ギアボックスとフレキシブル同期について紹介します。
4-1.電子ギアボックス
マスター主軸からのフィードバックを利用して、スレーブ主軸が追従することで同期を行います。カッター側の回転数を常に監視(フィードバック)して、ワーク主軸を回転させるため、高精度な同期回転ができます。一方で、常時フィードバックしながら動作をするために高速回転を要する加工では使用できません。また、同一系統間でのみ同期制御をするため、同一工具主軸から1工程主軸及び2工程主軸への切り替えはできず、どちらか一方の主軸に限られます。
4-2.フレキシブル同期
マスター主軸、スレーブ主軸の両主軸に対して、NCから同期指令とフィードバックを行います。電子ギアボックスではできなかった、高速回転での制御、系統間での同期制御切り替えが可能です。そのため、主にギアスカイビング加工で適用されます。複数工程に分かれて加工する歯車など、数カ所で歯車加工を行う場合は、フレキシブル同期制御を選択します。
5. まとめ
今回の記事では、複合加工機を用いて行う歯車加工について紹介しました。ホブ加工やギアスカイビング加工、ギアミーリング等、歯車の加工方法は多岐にわたりますが、加工する歯車形状に合わせて最適な方法を選択し、効率よく加工をしましょう。
6. 中村留製品と歯車加工
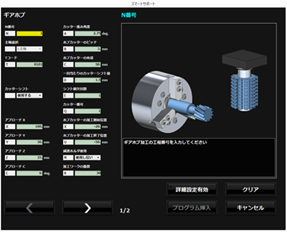
中村留の複合加工機では、歯切りオプションを搭載した場合、ホブ加工のプログラムを生成するモジュールが標準搭載されます。対話形式で諸元を入力するだけで、ホブシフトまで考慮されたNCプログラムが生成されるため、初心者でも歯車加工のプログラムも簡単に作成できます。
さらに、フレキシブル同期のオプションを搭載すれば、ギアスカイビング加工のプログラムを生成するモジュールも標準付加されます。


.jpg)