目次
1.歯車とは
歯車は円盤や円筒の外周が歯形になったもので、2つ以上のかみ合わせでモーターなどの動力を伝導する、加減する、変化させるといった働きを行う部品です。
機械部品ではギヤと呼ばれることが多く、ギヤの中でも小型のものや2つ以上の組み合わせのうち最も小さいものはピニオンとも呼ばれます。
歯車には
高精度・・・ひとつひとつの歯の精度が良くないとスムーズに動かず、寿命を早める
耐久性・・・動きに関連する部品なので、壊れればその箇所や機械そのものが動かなくなることも
小型化、軽量性・・・特に車両、航空機などでは耐久性を持ちながらも小さくて軽いものが必要
などが求められます。
2.歯車の種類
歯車は用途に応じて、さまざまな形状のものがあります。
平歯車(スプルーギヤ)
最もスタンダードで多く使われる形状で、製作も容易とされているものです。

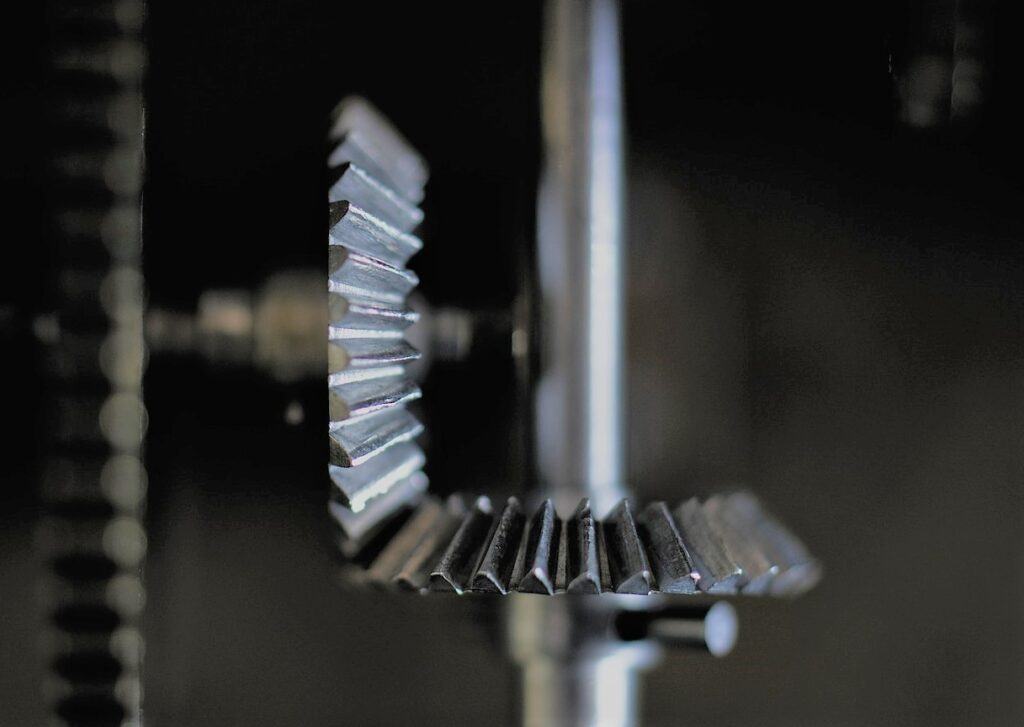
かさ歯車(ベベルギヤ)
テーパー状の外径になったもので、縦軸からの力を横軸の力にするなど軸方向を90度前後変えるような組み合わせに用いられます。かさ歯車の中でも歯の形状によって、すぐばかさ車、はすばかさ歯車、曲がりばかさ車など細かく分けられています。
はすば歯車(ヘリカルギヤ)、やまば歯車(ダブルヘリカルギヤ)
歯が斜めにねじれているもので、一度にかみ合う歯数が多くなります。強度があり、振動や騒音の発生を抑えられるのが特徴です。軸方向に力がかかるためそれ用の軸受けが必要であったり、力を打ち消すように歯の向きを逆にしたものを2つ重ねたのがやまば歯車です。

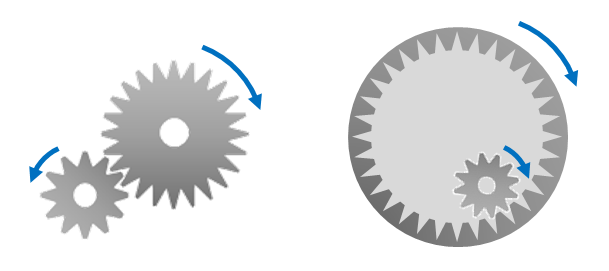
内歯車(インターナルギヤ)
内径に歯を持つもので、平歯車の一種です。外径に歯を持つもの同士では回転方向が逆になるのに対し、内径と外径の組み合わせでは同一方向になるのが特徴です。
ラックアンドピニオン
小型の歯車(ピニオン)と板状の歯車(ラック)の組み合わせです。回転する力から直線移動する力に変化します。

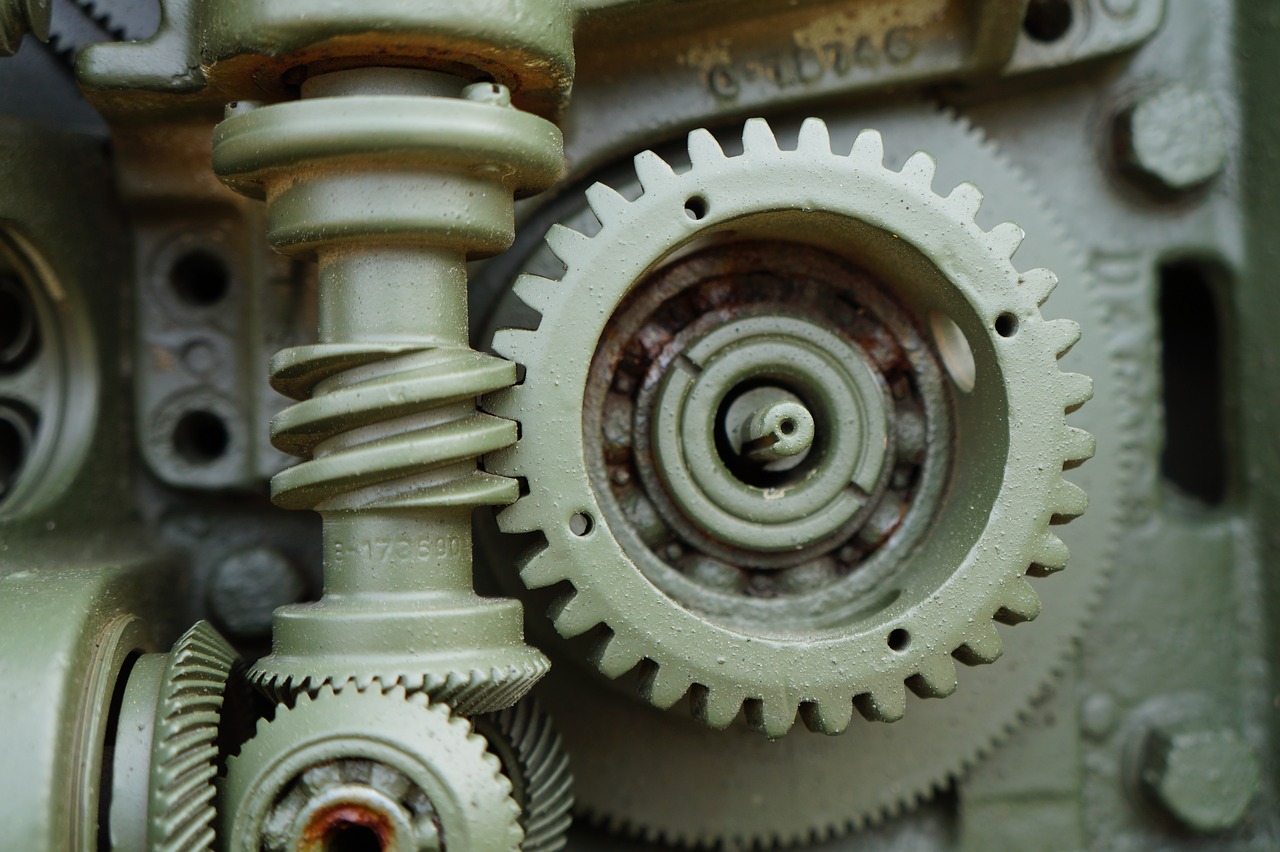
ウォームギヤ
ねじ状の歯車(ウォーム)とそれに合うはすば歯車(ウォームホイール)の組み合わせです。減速比が大きく得られること、バックラッシュが小さいこと、セルフロックを持つのが特徴です。
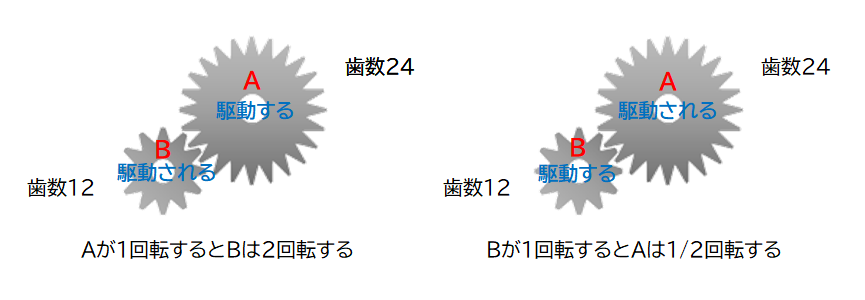
減速比とは?
(駆動される歯車の歯数)/(駆動する歯車の歯数)で得られる比率です。
回転速度(回転数)と反比例の関係にあり、1より大きいと駆動される歯車は駆動する歯車より遅く、1より小さいと駆動される歯車は駆動する歯車より速くなります。
バックラッシュとは?
歯車の歯と歯の間に意図的に作られたすき間のことです。バックラッシュが大きすぎると騒音や振動が大きくなったり、回転を逆にした時や反対方向へ移動したときにズレが起こります。そのためバックラッシュは小さくなるように作るのが望ましいですが、小さすぎると摩擦が大きくなって歯の摩耗や歯車そのものの寿命を早めます。
セルフロックとは?
例えば平歯車では駆動する側される側どちらからでも回転しますが、ウォームギヤは基本的には歯車の歯の角度や形状の仕様上、駆動する側のみでしか回転しないようになっています。逆転防止や事故予防などに用いられます。
3.歯の数の意味は?
歯車は加速や減速を行うことができます。回転速度=回転数でもあり、2つの組み合わせの歯数によって変化します。
身近な例で言うと自転車の変速機もそうで、いくつものギヤが重なっています。1番大きなギヤ(歯数が多い)を使うと漕ぐ力(トルク)は少なくて済みますが、ひと漕ぎで進む距離は短くなります。反対に1番小さいギヤ(歯数が少ない)を使うとひと漕ぎで進む距離は長くなりますが、その分漕ぐ力が必要になります。

4.歯車はどうやって作られる?
一般的な流れとしては以下の順序で行われます。
①旋盤などでおおまかな形に削る
②ホブ加工で歯の部分を削る(歯切り)
③求められる強度に応じて焼入れを行う
④求められる精度に応じて研磨加工を行う
ホブは歯車用の工具(刃物)を指し、ホブ盤または歯切り盤と呼ばれる専用の機械を用いたり、旋盤・フライス盤にホブを取り付けて加工することが出来ます。ホブ加工では歯車だけでなく、歯車に近い形状の部品(プーリー、スプライン、セレーションなど)も作られます。
プーリー・・・ベルトやチェーンを回転させる滑車
スプライン・・・回転力を伝達させる軸
セレーション・・・スプラインよりも歯が細かく、遊びを少なくしたもの
5.”歯”はどうやって作られる?
歯車の歯の部分は歯車創成法、歯車成形法がよく用いられ、その他にもさまざまな方法で作られます。
歯車創成法
薄い歯車がいくつも重なったような形状の工具を押し当て、歯車全体を少しずつ削っていく方法です。最も一般的で、加工時間が短く精度も良いとされています。
歯車成形法
専用の工具を用いたエンドミル加工などによって、歯車の歯をひとつずつ削っていく方法です。創成法に比べて精度を出すことは難しくなりますが、ホブ盤など専用機がなくとも既に持っている機械の工具を変えれば加工できるのがメリットです。
ブローチ加工(除去加工)
ブローチと呼ばれる総型(加工物に合わせて成形されたもの)工具を加工物に当て、一気に引き抜くことで工具の形状を転写する方法です。主に内径スプラインでの加工に用いられ、加工時間が短く精度も良いとされています。
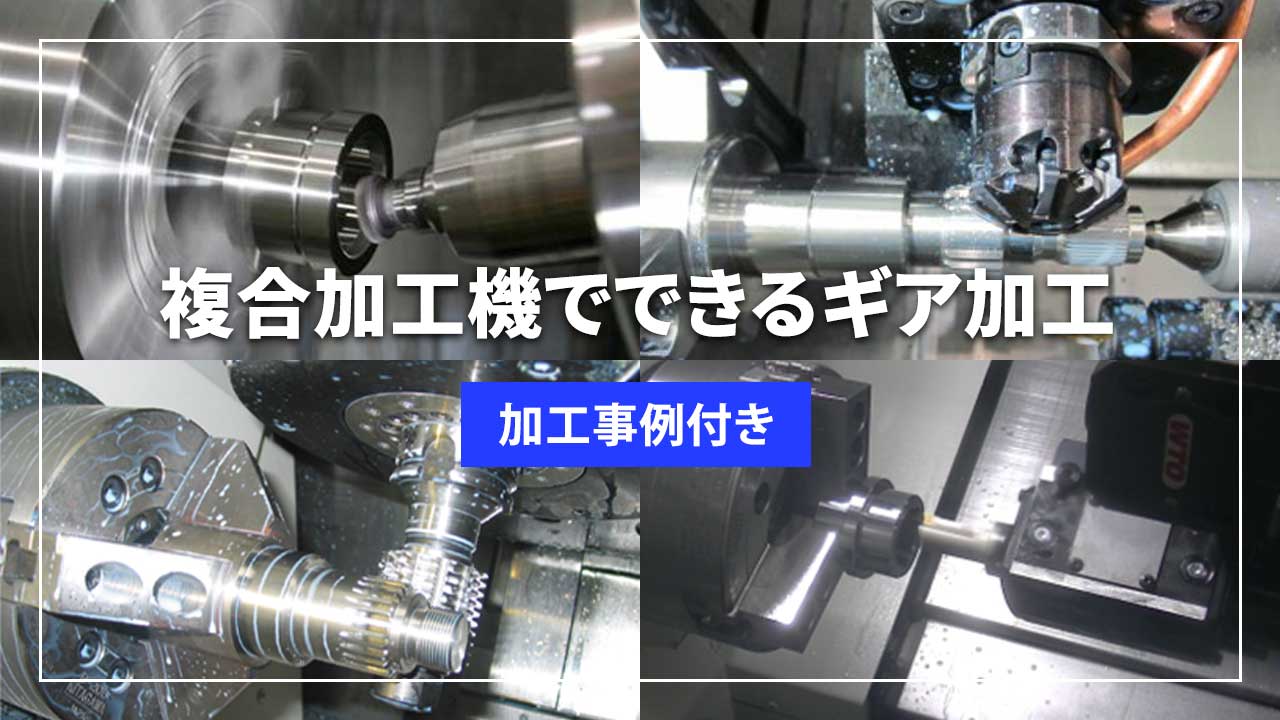
複合加工機による加工
複合加工機では歯車創成法によるホブ加工、エンドミルやスロッターなどで削り出す歯車成形法での加工、最近注目されているギヤスカイビング加工(歯車創成法の一種)も可能です。
従来、歯切りは専用機での加工が主流でしたが、多品種少量生産により工程集約化が進み、1台で複数工程の加工を行うことができる複合加工機で歯切り加工も行うことが増えています。旋盤加工・フライス加工を行ったあとにそのまま歯切り加工も1台の機械で行う事で仕掛かり品を削減し、機械間の移動による精度への影響がなく、効率の良い生産ができることが大きな強みです。
ギヤスカイビングとは?
加工物と刃物に軸交差角を設け、ワーク側歯数とカッター側歯数の歯数比に応じて同期回転させながら接触させ、ワーク軸方向に加工する方法です。内歯車・外歯車のどちらの加工も可能で、軸に段差のある部分でも逃げ幅を少なくすることができます。
6.最後に
歯車は国旗・シンボル・硬貨、企業マークなどで描かれることが多くあり、これまで産業の歴史の発展に大きく貢献し、機械部品として重要なものであることがわかります。それぞれの形状の意味と働きを知ることはものづくりを行う上で欠かせないでしょう。