1.はじめに
測定は数値化する作業ですが、答え合わせができないので1+1=2のように正解がわかりません。
どんなに精密な測定器を使って大ベテランが正しく測ったとしても真の値により近づけているだけであり、近似値や推定値を出しているに過ぎないのです。
測定には多くの物と方法がありますが、より小さくて正しい値を求めるほど、さまざまな要因を考慮したり条件を整える必要があります。
2.測定に影響を及ぼすさまざまな要因
測定者による影響
慣れが必要
測定は車の運転と同様に、操作を資料や口頭で学ぶだけでは初めは上手く出来ないものです。
経験を積むことで数値に自信が持てたり、スピーディーで正確に測ることが出来るようになりますが、何か月何年経ったら初心者ではなくなるのかは難しいところです。
体格、くせによる個人差
例えばマイクロメータのラチェットを2回転させるという動作においても、1回転の大きさの感覚や回す勢いなどはそれぞれ個人差があります。
アナログであれば目盛りを読む際も、それぞれが真っすぐに見ているつもりでも姿勢・角度・視力によってわずかに違ってくるものです。
環境による影響
金属の場合は温度が上がると膨張し下がると縮小する性質があるので、室温や体温が測定器・測定物に大きく影響します。
例えば、20度に温度管理された恒温室で100mm用マイクロメータのフレーム部分を10分間持ち続ければ、およそ6μmほど伸びます。また、同じ恒温室で温度慣らしをした100mmの棒を30℃の室温で10分間放置すると、およそ12μm伸びると言われています。(これも色々な要因が影響しますので、参考程度の数値です)
測定器によっては温度以外に振動、湿度、明度なども影響を及ぼします。

測定器や測定物による影響
経年劣化による測定器の精度の低下、形状やサイズにマッチした測定器を選んでいなかった、測定面や測定したいものが汚れていた、測定器や測定物のセッティングや設置方法が悪かった、なども影響します。
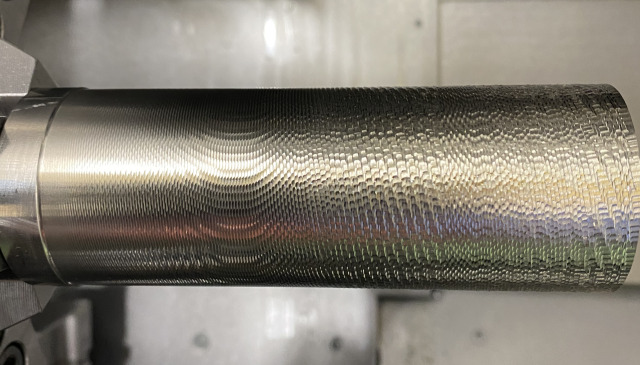
これら考慮した上で正しく測れていたとしても、そもそも測定物の面が荒かった、出来が良くなかったりすると値がバラついたり思った通りの値が出ないというパターンもあります。
3.できるだけ影響をなくすためには?
慣れや経験教育や訓練を行う、手順書を作成する、等は行いますがどうしてもある程度の経験は必要です。
体格、くせ
すべての測定箇所が高精度を要求されるわけではないので、特に高精度が求められる部分はできるだけ人の手に頼らない計測器(三次元測定機など)を使用したりします。また、マイクロメータやノギスなどではデジタルを使用すれば目盛りの読み取り視差はなくなります。
環境
いわゆる”現場”では温湿度は変動しやすく振動や粉じんなども起きやすいので徹底は難しいですが、途中工程や最終の検査はそれらが考慮された精密測定室で、測定器も測定物も温度慣らしした上で測定します。
測定器や測定物
測定器は校正や日常点検を徹底し、測定物や測定に使用する定盤、治具なども汚れやほこりを拭き取ったうえで使用します。
測定物に汚れがあったりすると正しく測れません。
4.測定値の信頼性を高めるために
これらのことから、測定値というのは一見しただけでは正しいか正しくないかわからないものです。
測定値を信用する・してもらう為には、いつ誰がどこで何を使って何の為にどんな風に測ったかの5W1Hを明確にし、それを記録することがとても大切です!