
中村留精密工業株式会社は、新たに独自開発した切粉分断機能「トライアングルカット」を発表いたしました。 「トライアングルカット」はこれまで揺動切削*1 機能を使うことができなかった角スライド(滑りスライド)機にも適用することができます。今回の発表を以て、中村留の全ての機種ラインアップに切粉分断機能を搭載することができるようになりました。
*1 揺動切削の詳細はこちらをご参照ください。
https://www.nakamura-tome.co.jp/oscillation_cutting
■トライアングルカットとは
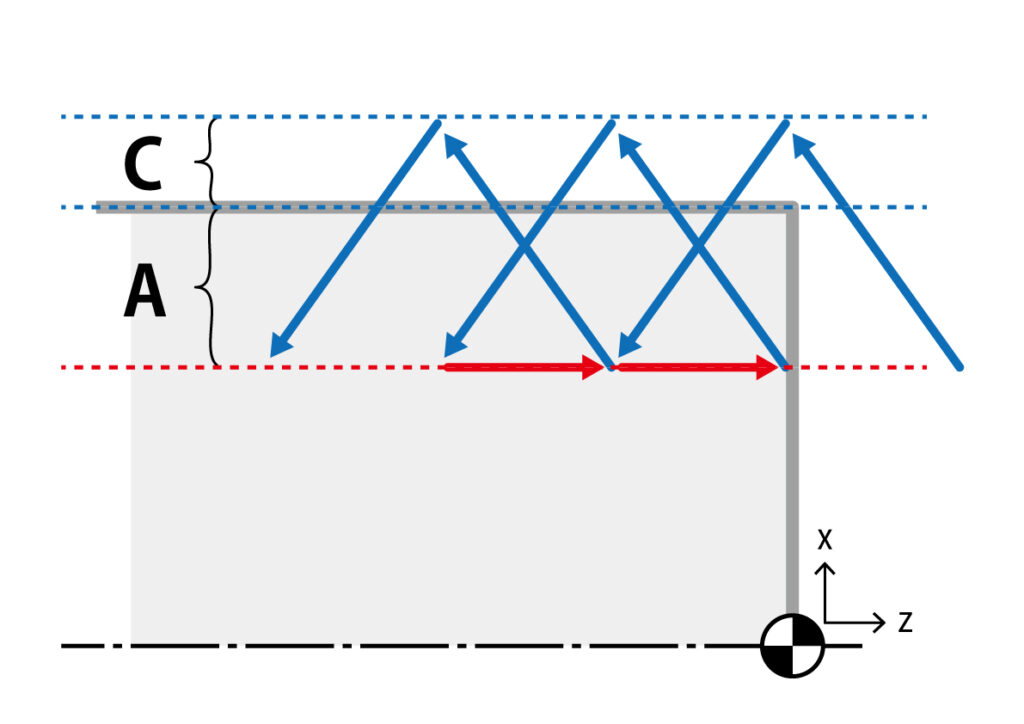
旋削加工の経路を三角形に動作させることにより、切粉を分断しながら加工する機能(オプション)です。三角形の経路を描くことで刃先が被削材から離れ、エアカットするため切粉が分断されます。
■YouTube動画はこちら
https://youtu.be/j_YfMYuF9IM
■トライアングルカットの使い方
トライアングルカットを適用したい加工プログラム部分をG338(開始コード)とG339(終了コード)で挟むことで使用できます。
G338 A__. B__. [C__.] D__. …トライアングルカットON
G01 Z-10. F0.2
X60.
X70. Z-15.
G339 …トライアングルカットOFF
A:仕上げ代(A+C=トライアングル高さ)
B:トライアングル斜辺部(2斜辺)動作完了までの主軸回転数
C:クリアランス量
D:加工方向
■メリット/デメリット
トライアングルカットは揺動切削と比較すると面粗さが悪化しにくい傾向があり、通常旋削と比べ1.2~2倍のレベルに抑えることができます。その一方で、加工経路が伸びる分加工時間は2.7~3倍程度長くなることがあります。
| *2 | トライアングルカット | 揺動切削 |
|---|---|---|
| 切粉分断性能 | ◎ | ◎ |
| 加工後面粗さ(Ra) | 1.2~2倍 | 3~4倍 |
| 加工時間 | 2.7~3倍 | ほぼ同等 |
| 搭載可能機種 | 全機種 | 18機種 *3 |
*2 仕上げ加工における比較
*3 リニアガイドのX/Z軸のみ搭載可能
■開発の背景
切削加工における切粉の問題は、生産現場にとって避けて通ることのできない問題の一つであり、現場の負担も大きい課題です。機械とサーボ技術の進化に伴い、揺動切削機能が実用化され、切粉処理問題は簡単にプログラムで解決できるようになりましたが、動作が高速である揺動切削では、損傷の危険性のある角スライド機には適用が難しい状況がありました。
「角スライド機でも対応できる揺動切削は無いのか!」というお客様からの問い合わせが多く、この課題にお答えすべく切粉を確実に分断させる方法を模索し、開発したのがトライアングルカットです。
特殊なプログラムにせず、既にお使いの加工プログラムに簡単な追記を行うことで切粉分断動作ができるように工夫しました。
現場の切粉処理問題を解決する1つの機能としてぜひご活用いただければ幸いです。
■お問い合わせやご相談はこちら
https://www.nakamura-tome.co.jp/contact_product/
■最後に
今後もお客様のお声を積極的に取り入れていきたいと考えております!機能面など気になることがございましたら、些細なことでもお伝えいただければ幸いです。
今後とも中村留精密工業をよろしくお願いいたします。
【会社概要】
会社名:中村留精密工業株式会社
所在地:石川県白山市熱野町ロ15番地
代表者:代表取締役社長 中村匠吾
設立:1960年12月
URL:https://www.nakamura-tome.co.jp
事業内容:複合加工機、複合精密CNC旋盤
【本リリースに関する報道お問い合わせ先】
中村留精密工業株式会社 販売促進部 小原・掛山
TEL:076-273-3823
e-mail:nt-mktg@nakamura-tome.co.jp